



- Seriál na téma lasery - Laserové řezání (laser cutting)
- LAO INFO
Seriál na téma lasery - Laserové řezání (laser cutting)
19. 02. 2013 | Ing. Pavel Kořán | Odborné článkyLaserový seriál
Úvod - historický vývoj laserového řezání
 Řezání je nerozšířenější laserovou technologií. Průmyslové využití laserů se datuje do roku 1965, kdy firma Western Electric Company postavila funkční laserový systém pro vrtání diamantových raznic. V roce 1967 byl pak ve Velké Británii uveden do provozu laserový systém na řezání ocelových plechů s použitím kyslíku jako asistenčního plynu. Záhy poté následovali systémy pro řezání nekovových materiálů.
Řezání je nerozšířenější laserovou technologií. Průmyslové využití laserů se datuje do roku 1965, kdy firma Western Electric Company postavila funkční laserový systém pro vrtání diamantových raznic. V roce 1967 byl pak ve Velké Británii uveden do provozu laserový systém na řezání ocelových plechů s použitím kyslíku jako asistenčního plynu. Záhy poté následovali systémy pro řezání nekovových materiálů.
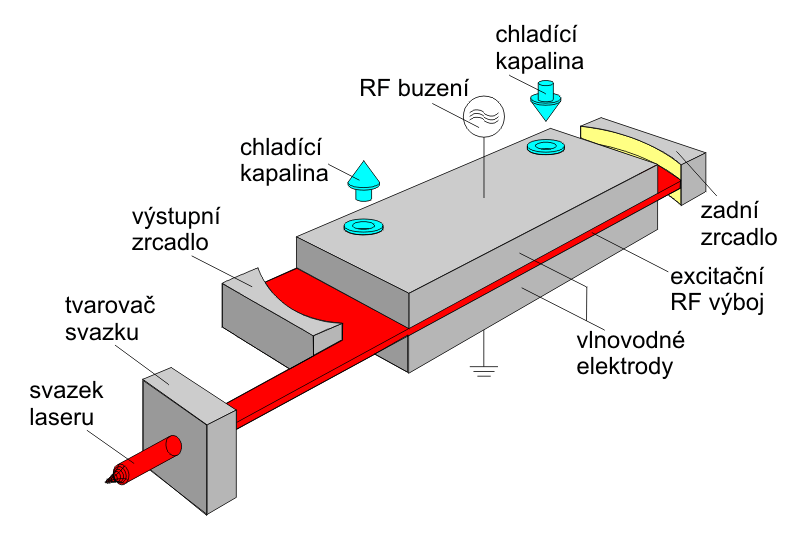
V sedmdesátých letech minulého století pak docházelo k masivnějšímu průmyslovému nasazení laserového řezání pomocí CO2 laserů. Tyto systémy pak byly byly v dalších zdokonalovány nejen s ohledem na vývoj samotných laserových zdrojů. Ale významné zdokonalovaní se týkalo též pohonů, řídících systémů, postprocesorů apod. Nicméně i laserové zdroje doznali výrazného pokroku. Jednou z přelomových událostí ve vývoji CO2 laserů pak bylo uvedení tzv. neprůtočného difusně chlazeného (DC - Diffusion Cooled ) slab laseru (viz obrázky níže). Tento typ laseru nepotřebuje externí zdroje laserových plynů a v systému též nejsou žádné pohybující části. Z tohoto důvodu mají tyto lasery oproti neprůtočným výrazně nižší provozní náklady a též vyšší kvalitu výstupního paprsku. V současné době se vyrábí až do výkonu 8 kW.
Ke konci minulého století dosahovali výkony CO2 laserů takových hodnot, že se začaly v konstrukci řezacích laserových strojů více prosazovat lineární motory, to hlavně s možností podstatně vyšších řezných rychlostí. Též docházelo k použití pevnolátkových laserů a to hlavně v případě řezání tenkých plechů.
Na obrázku níže jsou grafy absorpce často řezaných materiálů. Z těchto grafů je pak vidět, že absorpce v oblasti vlnových délek pevnolátkových laserů (kolem 1µm) je výrazně vyšší než absorpce v oblasti vlnových délek CO2 laserů (10,6 µm).
Posledních deset let je pak ve znamení výraznějšího použití vláknových laserů. I renomované laserové firmy dnes do svého programu zařazují vláknové lasery ve stále větší míře. O výhodách vláknových laserů a obecném přehledu průmyslových laserů bylo podrobněji pojednáno v předcházejícím díle tohoto seriálu.
Typy laserového řezání
3D laserové řezání
Právě díky použití vláknových laserů se prostorové řezání stává daleko jednodušším. Laserová řezací hlava je umístěna na přírubě poslední osy robota. Laserový paprsek je přiveden do místa řezání optickým vláknem, což integraci laseru na robota velmi zjednodušuje. V případě vyřezávání přesných otvorů ve 3D je možné umístit řezací hlavu do autonomního souřadnicového X-Y polohovadla, které pak při zastavení robota v příslušné poloze zajišťuje vyřezání přesných otvorů (obrázek vpravo).
Remote cutting ("vzdálené" řezání)
V poslední době se díky zvyšujícím výkonům laserů a zdokonalování optických systémů (dynamický expandér) začíná v průmyslu stále více uplatňovat i tzv. remote cutting . A to převážně u nekovových materiálů jako jsou textilie, papír, plasty. U této technologie je umístěna dvouossá skenovací hlava vysoko na obrobkem ve vzdálenosti 1 až 2m. Před touto skenovací hlavou je umístěn dynamický expandér, který zajišťuje optimální nastavení velikosti řezného bodu. K rozmítání paprsku po řezné ploše dochází vychylováním paprsku dvěma galvoskanery ve skenovací hlavě, která samotná při procesu řezání zůstává na jednom místě.
U laserového svařování je tato metoda podstatně více využívána. Více detailů o samotném principu pak v následujícím díle seriálu, který se zabývá laserovým svařováním.
Princip laserového řezání
Při vlastním procesu řezání laserem v podstatě dochází ke třem různým procesům:
- sublimační řezání
- tavné řezání
- řezání plamenem

Ve většině případů při laserovém řezání dochází ke kombinaci některých z těchto třech procesů. Na obrázku níže je znázorněn princip laserového řezání.
Sublimační řezání
Při sublimařním řezání je materiál z místa řezu odpařován. K tomu je potřeba vysoké intenzity laserového záření, které je dosaženo vhodným nastavením parametrů laseru a fokusační optiky, tak aby docházelo k okamžitému odpaření materiálu. Vytvořené kovové páry jsou odfukovány z řezu asistenčním (technologickým) plynem. Převážně se jako asistenční plyn používá dusík nebo argon aby nedocházelo k oxidaci materiálu. Jelikož téměř nedochází k tavení materiálu, je řez kvalitní, hladký a bez otřepů.
Tavné řezání
Tavné řezání vyžaduje nižší výkony než sublimační řezání jelikož dochází pouze k tavení materiálu a ten je z řezné spáry vyfukován proudem inertního technologického plynu.
Řezání plamenem
Řezání plamenem se používá u řezání běžných a konstrukčních ocelí z důvodu vysoké řezné rychlosti. Místo inertního plynu se používá jako asistenční plyn kyslík. Materiál je zahřát na teplotu vyšší než zápalnou čímž dojde k exotermické reakci, která dodává energii procesu řezání. Oproti sublimačnímu a tavnému řezání jsou řezné rychlosti zhruba dvakrát vyšší. Kvalita řezu sice není tak dobrá, ale pro velkou většinu aplikací bohatě postačující.
Poslední trendy - vláknové lasery

Jak bylo zmíněno výše, tak v posledních letech dochází v mnoha případech k náhradě CO2 laserů vláknovými lasery. Pro srovnání je na obrázku níže uvedeno srovnání řezných rychlostí při řezání nerezu. Jak je vidět z obrázku tak u tenčích materiálů je řezná rychlost vláknových laserů výrazně vyšší a to i s polovičním výkonem laseru.
Video ukázka laserového řezání
Na videu je vláknový laser firmy IPG s řezací hlavou firmy Precitec integrovaný na robotu firmy ABB, jedná se tedy o 3D laserové řezání. V pravo vzadu je vidět samotný laser, zaření je pak vedeno optickým vláknem (žlutý kabel).
Závěrem je třeba říci, že oblast a problematika laserového řezání je poměrně obsáhlá a bylo o ní napsáno nespočetné množství textů. Věříme, že sdělené informace na takto omezeném prostoru, alespoň částečně přinesou zajímavé informace.
Závěrem je třeba říci, že oblast a problematika laserového řezání je poměrně obsáhlá a bylo o ní napsáno nespočetné množství textů. Věříme, že sdělené informace na takto omezeném prostoru, alespoň částečně přinesou zajímavé informace.
Publikováno: 20.5.2011
Ing. Pavel Kořán, koran@lao.cz
Kategorie
 Archiv newsletterů
Archiv newsletterů
 LAO Info RSS
LAO Info RSS
LAO newsletter
AKTUÁLNÍ NEWSLETTER

LAO Science Info - 2/2015




{kind=link}